При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
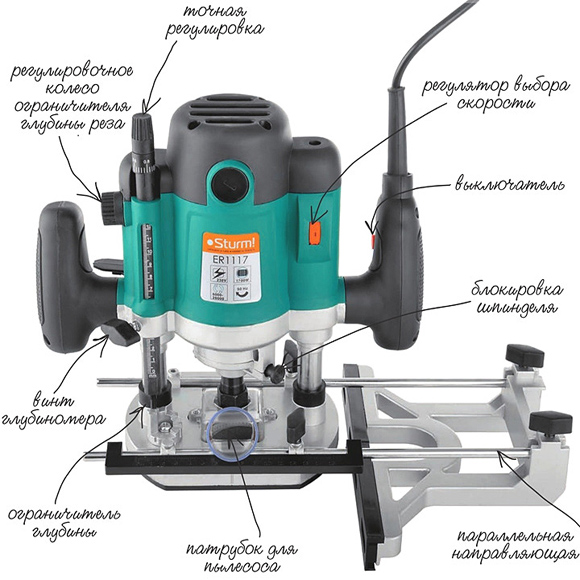 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
Как сделать соединение шип паз?
Шип и паз – что это такое?
Прежде всего, следует определить, чем является шип и паз. Это ни что иное, как способ соединения деталей.
Он используется чаще всего в столярном деле, а так же в иных видах производства. Существует очень много видов пазов и шипов, однако об этом поговорим в другой раз.
Правильно выполненные шипы и пазы достаточно крепко соединены друг с другом. Это соединение считается одним из самых прочных.
Метод соединения шип паз

Для начала следует определить, для какой цели нужен этот метод соединения. Если это стол, то перемычки в нем обычно соединены с вертикальными ножками.
Следовательно, волокна дерева идут вертикально и горизонтально. Если же это пристенный столик или тумбочка с ящиками, то перемычки здесь будут расположены немного по-другому. Они будут горизонтально относительно ножек.
В любом случае такое соединение будет самым надежным. При выполнении большого количества соединений шип-паз применяют специальные станки. Если нужно одно или несколько мест шип-паз, и под рукой нет столярного оборудования, то целесообразно это будет сделать вручную. Для этого понадобится набор столярного инструмента, включающий:
- ножовку;
- струбцину — 2шт;
- мерительный инструмент;
- карандаш для разметки.
Сначала сделаем шип для будущего соединения.
Для этого необходимо взять планку и разметить на ей размеры будущего шипа.

Сначала отмечаем длину шипа. Делаем это на всех поверхностях заготовки.


После этого кладем заготовку на стол, на нее по поперечной линии длины шипа выставляем ровную планку и закрепляем струбциной. Это нужно для того, чтобы получить идеально перпендикулярный рез.



Делаем пропилы по отмеченному периметру длины шипа, переставляя планку со струбциной.
Переходим к выпиливанию сечения шипа.

Струбциной крепим заготовку к столу в вертикальном положении.




Для получения прямого реза воспользуемся заранее подготовленным Т-образным шаблоном. Он представляет собой пластину из фанеры с закрепленной к ней планкой, как на фото. К заготовке струбциной крепим шаблон. Далее выполняем пропилы с широких сторон шипа.


По узким сторонам сечения, если оно небольшое, пропилы можно делать без применения Т-образного шаблона. Важно контролировать положение ножовочного полотна, оно должно быть строго параллельно заготовке.

В результате получаем качественный шип по заданным размерам.
Переходим к изготовлению паза.

Опять же начинаем с разметки. На заготовке в месте соединения шип-паз наносим размер сечения шипа.


Заготовку струбциной закрепляем на столе. Если заготовка тонкая, то для удобства крепления берем несколько деталей или доску, соответствующего размера и скрепляем их струбциной, как показано на фото.

Сначала просекаем отверстие по ширине, для гарантии перпендикулярности стамеску выставляют по уголку.




Углубление на заданный размер выполняем, по отметке длины шипа, предварительно нанеся ее на жало стамески.

После того как заданная глубина достигнута, подчищаем паз и вставляем деталь и шипом.

Соединение шип-паз готово.
Как правильно сделать соединение шип паз? Еще немного тонкостей
Не имея возможности изготовить соединение шип паз на специальном станке, его можно качественно выполнить и дома, по методу Ю. А. Егорова.
Для этого нужно вычислить ширину реза пилы, которую можно определить по величине разводки зубцов. Потребуется лишь сделать всего несколько пропилов на любом бруске.

Приступая непосредственно к работе, измеряем толщину первой детали (будущего шипа) и наносим черту на предполагаемое место паза на второй детали.
Теперь прикладываем обе детали одна к другой так, чтоб их торцы совпадали. По боковым же граням, относительно друг друга, сдвигаем их на ширину пропила.
Закрепляем детали в верстаке и равномерно по ширине делаем пропилы. В случае разной толщины деталей, более тонкая деталь содержит более глубокие пропилы и наоборот. Особое внимание, обращаем на то, чтоб пропилы не создавали конусовидных шипов.
Если сдвиг будет меньше ширины пропила, детали будут входить туго. Это будет важно для любого рода мебельных креплений.

Делая сдвиг больше ширины пропила, обеспечивается нормальная работа разъемных креплений (на шпильке).
Соблюдая глубину и продольность пропилов, делаем новые на середине ненужных нам шипов. После этого аккуратно удаляем долотом непригодные нам шипы, получая из них пазы, и зачищаем их.
Если соединение предполагается неразъемное, его садят на клей и шлифуют все изделие.
Как сделать соединение шип паз фрезером
Шип паз соединения, как мы видим можно сделать и вручную. Однако если шип паз соединений достаточно много, лучше использовать фрезер. Особенно будет полезен в таких случаях фрезер с рабочим столом.
Чтобы облегчить процесс получения отверстия в заготовке для соединения шип-паз фрезером в большом количестве, например изготовление табуретов, можно изготовить кондуктор.

Тогда изготовление пазов займет у вас считанные минуты.

Для этого изначально на лист фанеры устанавливаются ограничители в виде реек и выпиливаются отверстия по размеру необходимого паза под царгу и проножку. Две рейки крепятся по ширине фрезера, ограничивая поперечный сдвиг, две другие выставляются в учетом длины прибора и величины паза.


К столу крепим два бруска, по размерам соответствующих обрабатываемой детали, чтобы на могла свободно перемещаться по длине.


Выставляем и закрепляем упор.

После чего крепим устройство саморезами к брускам на столе.

Берем оборудование, оснащенное с прямой фрезой и устанавливаем глубину фрезерования. Делаем это с помощью готового образца.

Выставляем глубину фрезерования с учетом толщины кондуктора.

Обязательным условием фрезерования является крепление заготовки струбциной, в противном случае она может сдвинуться под усилием фрезы.

После чего выполняем непосредственно обработку паза.

Отверстие паз готово.
Переходим на изготовление шипа. В мелкосерийном производстве это удобно делать на циркулярной пиле.


Начинаем изготовление шипа с замера паза. Глубиной паза будет длина шипа.


Выставляем на станке размер длины паза с учетом ширины инструмента. Дисковую пилу выставляем на уровне половины разницы ширины заготовки и длины паза от поверхности стола. После делаем два реза по длине шипа. Пробные резы во время настройки циркулярной пилы лучше делать на ненужной деревяшке, иначе можно испортить хорошую деталь.


Подготовительные работы закончены. Приступаем к непосредственному выпиливанию шипа.



Для этого выставляем дисковую пилу на размер длины шипа, а размер от режущего инструмента до упора, как половина разницы ширины заготовки и длины паза. Делаем два реза по ширине заготовки с противоположных сторон.


Следующей операцией будет изменение размера от инструмента до упора. В этом случае расстояние будет равняться половины разницы высоты заготовки и ширины паза. Производим два оставшихся реза.


Теперь берем столярный нож и закругляем углы шипа.


Окончательную обработку выполняем с помощью наждачной бумаги, для удобства закрепленной на бруске.

Проверяем, как шип входит в паз. Он должен садиться плотно и не болтаться.
Таким образом, мы рассмотрели некоторые виды шипов и пазов, которые можно сделать, как самому, так и заказав на заводе.
Хотя в последнее время и входят в моду металлические направляющие и всякого рода новые крепления, однако соединение шип паз до сих пор заслуживает уважения и является одним из самых прочных соединений.
Используя его не только в деревообрабатывающей продукции, различные предприятия стали выпускать более качественные товары.
А также вы можете посмотреть видео изготовление шипов на настольной циркулярке
Подобрано для вас:
Приспособления для ручного фрезера
Кондуктор для изготовления пазов и шипов
С помощью ручного фрезера можно изготовить идеальные пазы и шипы в соединении сторон коробок и шкатулок. Для этого мы рекомендуем сделать несложное приспособление для фрезерного стола.

Преимущество использования фрезерного стола в том, что прямая фреза делает идеальные шип (паз) с гладкими сторонами и плоским дном (в отличие от пилы циркулярки) и еще, фреза имеет один размер, что уменьшает количество настроек высоты и ширины шипа (паза). Все, что нужно, чтобы на фрезерном столе изготовить шиповые соединения, это простой кондуктор, который показан на фото ниже, и шаг за шагом выполнить наши рекомендации описанные в этой статье.
Кондуктор
Кондуктор состоит из трех частей, основания подвижных салазок, основного и регулируемого упоров.

ПОДВИЖНЫЕ САЛАЗКИ. Салазки имеют основание из оргалита или плотных пород дерева, толщиной 1/4?, как видно из фото выше. Жестко закрепленный неподвижный упор с двумя равномерно расположенными слотами и регулируемый упор, позволяющий изменять размер между фрезой и направляющей.
НАПРАВЛЯЮЩАЯ. Размер направляющей равен размеру фрезы, которой будут изготовлены шипы (пазы) изделия. Например, если размер фрезы 12 мм, то и направляющая должна иметь квадрат 12 мм.
Примечание: Для каждого размера нужна своя направляющая и потому салазки имеют регулируемый упор.
СЛОТЫ. Позволяют делать небольшие корректировки при настройке приспособления. Для этого необходимо сделать два слота в основном упоре по диаметру болтов, они удерживают регулируемый упор в нужном положении.
Настройка и точная регулировка салазок производится следующим образом:
Первое, что нужно сделать в настройке приспособления, поднять немного выше салазки и отрегулировать на нужную высоту фрезу. Затем отрегулируйте упор фрезерного стола таким образом, чтобы в зазор между фрезой и направляющей помещался хвостовик фрезы (шаг 1 ). Далее, чтобы уберечь приспособление от смещения во время резки, зажмите поверочную линейку струбцинами к столу, соблюдайте параллельность между основным упором стола и поверочной линейкой (шаг 2 ). Установите на основном упоре фрезерного стола стоп-блок, ограничивающий прямолинейное движение салазок (шаг 3 ). Теперь настроим размеры шипа (паза) с помощью регулируемого упора. Установите расстояние между направляющей и фрезой. Когда сделаете настройки, проведите серию испытаний и проверьте соединения сторон коробки.
Примечание: Для изготовления идеальных соединений, толщина заготовки должна соответствовать диаметру фрезы, советы по устранению неполадок приведены на рисунках ниже.

Упор. Поместите на фрезерном столе упор таким образом, чтобы зазор между фрезой и направляющей совпадал с размером хвостовика фрезы.

Пожелание. Для обеспечения точных резов, закрепите струбцинами линейку к столу, параллельно основному упору стола.

Стоп-Блок. Расположите стоп-блок на упоре так, чтобы предотвратить проход фрезы к основному упору салазок.
УСТРАНЕНИЕ НЕПОЛАДОК ПРИ СОЕДИНЕНИИ ПАЗОВ И ШИПОВ

Хорошее Соединение. Совершенная подгонка в соединении не имеет зазоров и шипы находятся на одном уровне со сторонами.

Короткие Шипы. В данном случае слишком короткие шипы, проблема в том, что фреза на фрезерном столе установлена слишком низко.

Длинные Шипы. Шипы находятся за пределами соединения сторон, вызвано это тем, что на фрезерном столе фреза установлена слишком высоко.

Зазоры в Пазах. Зазоры в пазах вызваны тем, что направляющая расположена слишком близко к фрезе.

Маленькие Пазы. Если шипы не помещаются в пазы, то слишком далеко установлена направляющая от фрезы.

Смещение Сторон. Смещение может быть вызвано не точной установкой заготовки, направляющей или упоров.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЙ

В настройке расстояния между шипами (пазами), хвостовик фрезы, удобный шаблон для начальной установки расстояния между направляющей и фрезой.

Первый и Последний. Начните с первого и последнего шипа (паза) на панели. При резке шипа (паза) следите за плотностью прилегания заготовки к направляющей и салазкам.

Направляющая и заготовка. Чтобы сделать следующий шип (паз), просто поднимите заготовку, установите уже готовый шип (паз) на направляющую и сделайте еще один проход. Повторяйте это, пока не изготовите все шипы (пазы) на изделии.

Лицевые Панели. Продолжайте изготовление шипа (паза) на противоположном конце заготовки способом описанным ранее. После того, как работа завершена, переходим к изготовлению боковых панелей.

Начало, Боковая Панель. Следующий шаг, изготовление шипа (паза) в прилегающих, боковых панелях. Разница в том, что используя лицевую (или заднюю) панель в качестве эталона вы смещаете расположение шипа (паза). Для этого, установите последний паз (шип) лицевой панели в направляющую, установите боковую панель вплотную к лицевой и сделайте первый проход.
Окончание, Боковая Панель. Сделав первый шип (паз), отложите лицевую (или заднюю) панель. Теперь изготовьте оставшиеся шипы (пазы) как вы это делали раньше. После того, как вы изготовили шипы (пазы) на одной стороне, переверните заготовку и повторите все операции описанные выше.

Дно Коробки. Если вы добавляете дно в коробку, вам нужно сделать пазы на каждой панели. После сборки коробки (шкатулки), нужно вырезать дно-пробку по размерам коробки (шкатулки) и вставить дно-пробку на место. Когда клей высохнет отшлифуйте места соединения мелкой наждачной бумагой.
Салазки для изготовления шипов
Когда вам нужно изготовление шипа на ручном фрезере с четкими прямыми плечиками и абсолютно гладкими щечками, то сделайте для фрезера простой фрезерный стол и не сложное приспособление для фрезерования шипов - салазки .

Простые направляющие салазки
Существует несколько способов, чтобы сделать шипы - фрезер, шипорезный станок, приспособления на циркулярный или даже ленточнопильный стол. Но когда нужны шипы с совершенно идеальными плечами и щеками то, как правило, сделать это можно только на фрезерном столе. Такие результаты не могут быть сопоставлены с любым другим способом изготовления. В отличии от пильного диска, только быстрое вращение фрезы может создать идеально гладкую поверхность щеки шипа и ровную линию у плечика. Поэтому, когда будет стоять выбор на каком станке сделать шип, то шип сделанный на фрезерном столе может быть лучшим выбором. Еще один плюс в том, что во многих случаях, установка и настройка оборудования фрезерного станка происходит быстрее, а иногда немного более удобна, чем настройка каретки настольной циркулярной пилы. При изготовление шипа на ручном фрезере не нужно особенное и сложное шипорезное приспособление. Установив упор, прямую фрезу на фрезерном столе и настроив ее высоту вы готовы начать изготовление шипа.
Изготовление шипа на ручном фрезере
Настройки в изготовление шипа на ручном фрезере не требуют больших затрат времени.
Первый шаг настройки, установить фрезу и высоту ее погружения в заготовке. Большой диаметр фрезы сделает работу быстрее, но когда большая глубина погружения, лучше работает фреза с меньшим диаметром. В основном, в работе используются фрезы двух диаметров: 25 мм и 12 мм.

Форма фрезы, которой изготавливаются шипы показана на фото, такая фреза создает идеальные шипы.
Второй шаг в изготовление шипа на ручном фрезере настройка фрезерного стола, установить упор на расстоянии равному длине шипа. Упор должен обеспечить гладкую поверхность шипу и ровный край вдоль всего плечика. Упор совместно с устройством погружения фрезы на фрезере работает хорошо.
Третий шаг , нужен эффективный способ, чтобы удерживать заготовки плотно прижимая ее к упору. Вместо того, чтобы использовать торцовочное приспособление, предлагаю использовать простые направляющие салазки , которые скользят вдоль упора (показано на фото).

Такое приспособление для фрезерования дает гораздо больший контроль и гарантирует, что детали всегда будут иметь квадрат сторон по отношению к упору.

Фрезерование шипов начинается с предварительной регулировки высоты и положения упора. Высота фрезы устанавливается немного ниже меток будущего шипа и упор так же установлен не на всю длину шипа. Не пытайтесь попасть на основные параметры с первой попытки. Идея состоит в том, что необходимо оставить некоторое пространство, которое потом поможет подобраться к окончательным настройкам.

После того, как завершено фрезерование по первоначальным настройкам, следующий шаг сосредоточен на настройке конечной высоты фрезы. Подняв фрезу, сделайте фрезерование на кончиках шипа с двух сторон. Проверьте посадку шипа в паз, а затем настройте нужную высоту фрезы. Поскольку вы удаляете древесину с двух сторон шипа, делайте повторную проверку посадки шипа с повторной регулировкой высоты фрезы. Когда окончательная высота и толщина шипа определены, можно начать удаление древесины в направлении к линии плеча. Лучший способ, чтобы изготовление шипа на ручном фрезере было идеальным, делать работу за несколько легких проходов. Затем переверните заготовку и повторите процесс на противоположной щеке. Когда делаете сокращения, держите заготовку плотно прижимая ее к столу и к салазкам. Плотно зажатая заготовка поможет получить идеально гладкий шип и избежать перекосов.

Фрезерование точной длины шипа заканчивается изготовлением ровной линии у плечика, а для этого нужна тонкая настройка упора. Такая регулировка гарантирует, что окончательное фрезерование плечика будет сделано на всех частях шипа очень легко и просто. Первоначальная настройка упора, как правило, оставляет небольшой запас древесины до основной метки. И, как с регулировкой высоты фрезы, чтобы подойти к основной метке плечика, необходимо сделать точную регулировку упора и проверять посадку шипа после каждого сокращения.
Замедленная подача даст возможность избежать перекос на задней кромке. Но медленная скорость подачи может привести к жжению древесины в плечике. Хорошая практика делать два прохода на заключительной стадии изготовление шипа на ручном фрезере - один для удаления оставшихся остатков и второй, быстрый чистовой. Для фрезерования шипа на коротких сторонах заготовки следуйте той же процедуре, что и фрезерование щек, работайте от края шипа к плечику. Используйте легкое давление на заготовку и к упору для окончательного реза плеча.
Приспособление для изготовления шипов
Шипы, это самая важная часть соединения. Шипы создаются путем удаления древесины на одном или двух краях рейки. В большинстве случаев, соединение шип в паз, это одно из лучших соединений. Ниже показана последовательность изготовления шипов на фрезере. Нужно отметить, что в таком соединении вначале изготавливается шип, а исходя из размеров готового шипа изготавливается паз и потом подгоняется паз под шип. Первое, куда следует направить действия, изготовление реек с точной конечной толщиной и шириной, рассчитывается общая длина реек, выполните торцевание реек на одинаковую длину, убедитесь, что края точны и имеют угол 90°. Рассмотрите направление волокон на рейке, красиво смотрятся непрерывно направленные вокруг рамки волокна. Чтобы это сделать, последовательно отрезайте заготовки и отмечайте каждую часть в последовательном порядке.
Настройка приспособления для изготовления шипов
Закрепите вспомогательное основание с установленным на нем фрезером, положении фрезы относительно фрезерного стола горизонтально и затяните обе крепежные гайки горизонтального основания.
Отрегулируйте высоту фрезы используя основание с фрезером. Ослабьте фиксаторы и слегка поднимайте основание до тех пор, пока фреза не станет выше стола, зафиксируйте основание.
Установите длину шипа. За регулировку длины шипа отвечает устройство погружения или глубины реза фрезой на фрезерном станке, погружайте фрезу до тех пор, пока она не коснется плечика шипа. Закрепите положение фрезы на фрезере. (См. фото).
Так, как вы удаляете древесину на каждой из четырех сторон рейки, основой формирования точного шипа есть размеры на краях рейки, только размеры наиболее приближенные к нужным дадут хороший результат. Любая ошибка в настройке высоты фрезы умножается в два раза. Если вы установили фрезу чуть-чуть выше, ваши шипы будут слишком тонкими , если ниже - толстые . Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.

Длина фрезы равна длине шипа. Используйте шаблон, чтобы установить глубину и длину реза шипа фрезой.

Регулировка высоты. Установив шаблон, отрегулируйте высоту фрезы, которая равна высоте плеча шипа.

Первое плечо. Держите тонкий край рейки вертикально и толкайте салазки, чтобы профрезеровать первое плечо.

Второе плечо. Поверните рейку на 90° и профрезеруйте лицевую сторону.

Третье и четвертое плечо. После фрезерования второго плеча, выполните полное фрезерование шипа на остальных двух сторонах заготовки.

Шип опустился ниже. Нижнее плечо шипа отрезано значительно больше, а верхнее мало, в результате заготовка оказалась ниже края ноги.

Шип оказался выше. Нижнее плечо подрезано слишком мало, а верхнее очень много, в результате заготовка выше ноги.

Все резы выполнены правильно. Плечи профрезерованные на одном уровне и соприкасаются с ногой в одной плоскости.
Тестируем изготовленные шипы, проверяем подгонку.
Важно, чтобы шип плотно входил в паз. Хорошо сделанные шипы скользят плавно и входят в паз без забивания, не выкручивают рейку в разные направления. Когда шип вставлен полностью, осмотрите соединение и убедитесь, что добились идеальной подгонки. Подталкивая шип вниз, вверх и в разные стороны в пазу, опять убедитесь, что он не двигается и плотно сидит.
Второй важный вопрос в подгонке, заключается в плотной подгонке плечиков шипа к ноге. По сути, плечики могут быть отрезаны не ровно, слишком глубоко или недорезанные. В любом случае последним шагом является всегда тестовая посадка шипа в паз и подгонка соединения стамеской.
Убедитесь в том, что длина шипа соответствует глубине паза. Шип не должен быть длиннее паза. На самом деле, в идеале, он может быть несколько короче, оставляя место для излишков клея при сборке (См. фото).

Хорошо подогнанные шипы должны сидеть хорошо и плотно, клей служит смазкой во время сборки, но не наполнителем для щелей.


Изготовленные шипы имеют квадратные края, их округляют стамеской так, чтобы края шипа были овальными и входили в паз плотно.

Карты регулируют высоту. Используйте игральные карты, они помогут регулировать высоту фрезерования шипа.
Изготавливая шипы на фрезере есть пять ситуаций, с которыми вы вероятно столкнетесь. Выполняя настройки фрезера исходите из настроек, в зависимости от конкретной ситуации.
Если шипы слишком тонкие , значит очень высоко поднято основание фрезера над столом. Не делайте перенастройки и изготовьте шип, паз под такой шип будет индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
Если шипы слишком толстые , значит глубина погружения фрезы слишком мала. Измерьте толщину шипа и паза штангельциркулем. От толщины шипа отнимите толщину паза, разделите результат на 10 и округлите до целого числа. Высчитайте количество игральных карт представляющих это число, плюс еще одна карта. Ослабьте фиксирующую ручку и расположите карты под струбциной, как показано на фото выше. Затяните ручку.
Если край заготовки ниже, чем край ноги , внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант - уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается верх шипа.
Если край заготовки выше, чем край ноги , внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант - уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
Если шип слишком длинный , не регулируйте длину шипа на станке и не надо настраивать глубину фрезы для фрезерования, поскольку эти действия изменят размеры между ножками. Другой вариант - уменьшить длину шипа можно аккуратно ленточной пилой, стамеской или ножовкой.
Приспособление для изготовления соединений в прямой шип и ласточкин хвост
Шипорезные приспособления используются для фрезерования профиля шиповых соединений. При изготовлении последних требуется большая точность, обеспечить которую вручную практически невозможно. Шипорезные приспособления позволяют быстро и легко выполнить профиль даже таких сложных соединений, как "ласточкин хвост".

Шиповые соединения
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений - "ласточкин хвост" (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2 , затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.

Приспособление для фрезерования шипов

Фрезерование шипов

Фрезерование шипов

Фрезерование шипов
Приспособление для изготовления вставных шипов

Столярные шипы и пазы основа соединений. Если вы заинтересованы найти альтернативу такому соединению, можно рассмотреть соединение вставной шип, которое использует несколько другой подход к изготовлению. Вот как это сделать. Традиционный способ с врезным шипом и пазом можно заменить таким способом, как вставной шип. Суть состоит в том, что вместо паза в одной части и сопрягаемого шипа в другой части, есть пазы в двух частях, а вставной шип представляет собой соответственно отдельно обработанный брусок древесины (см. фото).

Такое различие в соединении дает несколько преимуществ. С одной стороны, этот метод упрощает работу с деталями в части размеров. Кроме того, такое соединение всегда будет более точным. Традиционный врезной шип требует в изготовлении отдельные операции и различные приспособления. Предложенный способ соединения предлагает сделать все пазы и вставной шип используя одинаковые настройки. Вместо того, чтобы делать все пазы в сверлильном станке и потом чистить их стамеской, будет использован фрезерный станок управляемый с помощью не сложного приспособления.
Разметка реек под вставной шип
Для обеспечения точного размещенные спаренных пазов в рейках самый важный шаг, найти среднюю линию ширины в поперечной и продольной рейках. Найти такую линию на каждой рейке можно с помощью металлической линейки и отметить ее карандашом (шаг 1).
Затем нужно перенесите осевые линии на каждое спаренное соединение. Наконец, перенести их на торцы реек (шаг 2).
Позже эта осевая будет выравниваться с центральной линией на приспособлении фрезерного станка для обеспечения его точной посадки, чтобы получить идентичные пазы (шаг 3).

Для обеспечения точного совпадения пазов в деталях, самый важный шаг найти осевую линию ширины рейки. Это легко сделать на продольной рейке с помощью металлической линейки.


Наконец, переносим осевую линию на края соединяемых линий. Эти линии будут использованы для расположения приспособления с фрезером.
Изготовление пазов используя вставной шип
Теперь в местах расположения пазов, фрезер выполнит работу по созданию пазов под вставной шип. Но для этого нужно изготовить устойчивое основание, чтобы уберечь фрезер от опрокидывания и для направления фрезы во время резания с отверстием в центре. Это Т-образное приспособление и выполняет обе эти цели. Такое приспособление довольно просто изготовить. Оно имеет основание с отверстием в центре для фрезы и копировальной втулки, плюс прижимной блок, который используется для крепления приспособления на заготовку. Ключевой фактор в приспособлении для изготовления вставных шипов, правильный размер отверстия в основании. Вы должны учитывать не только размер фрезы, которую используете, но также размер направляющей втулки, которая ходит по кругу отверстия. Рисунок ниже показывает, как определить размеры окна исходя из размеров применяемой втулки. Кроме того, есть еще условие, прижимной блок располагается так, чтобы центр отверстия совпадал с центром на каждой части детали. Напоследок отметьте центральную линию в отверстии приспособления, которая легко поможет выровнять деталь с приспособлением перед фрезерованием паза.

После того, как приспособление для изготовления вставных шипов собрано, фрезерование пазов оказывается довольно простой задачей. После совмещения осевых линей, зафиксируйте приспособление на детали (шаг 4).
Погружая фрезу все глубже изготовьте паз. После изготовления паза, можно повторить процесс изготовления на других деталях изделия (шаг 6).

Во-первых, совместите центральную метку в отверстии основания с осевой линией на продольной рейке. Затем плотно струбциной прижмите приспособление к рейке.

Фрезерный станок, оснащенный спиральной фрезой и направляющей втулкой, поможет изготовить паз, делая серии проходов с не глубокими погружениями фрезы.

Идентичные действия выполняются и на краях торцевых реек по фрезерованию паза. Совместите метки, как и прежде и зажмите приспособление с рейкой. После этого выполните фрезерование паза на полную глубину.
Как изготовить вставной шип
После того, как все пазы готовы можно обратить внимание на изготовление шипов. Нужно подготовить деревянные рейки по размеру пазов. Их создание требует выполнить несколько шагов, которые сейчас и рассмотрим. Самый важный из аспектов шипа, его толщина, которая соответствует ширине паза.

Перед каждой резкой или струганием шипа проверяйте его посадку в паз. Таким образом можно получить хорошее соединение. После того, как вы достигнете желаемой толщины шипа, следующий шаг, подгонка ширины шипа. Не нужно делать очень плотное соединение. Есть несколько причин для этого. Во-первых, это дает вам для клея некоторое дополнительное пространство в соединении. Кроме того, это дает возможность настроить соединение для идеального выравнивания, когда вы собираете окончательно изделие. Создание пазов фрезерным станком, безусловно удаляет работу стамески в изготовлении паза. Но фреза в пазу создает овальные края.

Формируя вставной шип необходимо сделать овалы по краям шипа, чтобы он свободно входил в паз. Это достигается с овальной фрезой на фрезерном столе. Выполнив фрезерование четырех сторон шипа проверьте его посадку в паз, при необходимости сделайте необходимые корректировки. Теперь все, что осталось, это порезать шипы по длине торцовочной пилой.
Вставной шип конечно немного отличается от врезного шипа, но он имеет и много достоинств, в частности в проектах с большим количеством пазов устраняет ряд операций связанных с подгонкой стыков.
Приспособление для изготовления круглых шипов
Круглые шипы обычно изготавливают на токарном станке. Но если у вас нет токарного станка... На фото показано несложное приспособление для изготовления круглых шипов с помощью ручного фрезера.

Его не сложно изготовить из П-образной заготовки, которая крепится к торцовочному приспособлению. П-образное приспособление состоит из тыльной части и двух опорных блоков. Опорные блоки имеют большие отверстия, просверленные в них, которые помогают обработать деталь на прямой фрезе. Приспособление лучше работает, если отверстия имеют размер около 1/32 дюйма.

Настройка приспособления
Чтобы настроить устройство, вставьте в отверстия в опорных блоках заготовку. Далее, определите длину шипа и установите упор за фрезой (рис. B).
Изготовление круглого шипа
Как использовать приспособление для изготовления шипа смотрите подробно на рис. A. Немного приподнимайте над фрезой заготовку и делайте небольшие круговые движения заготовкой для формирования шипа. Затем вращая, заготовку против часовой стрелки и перемещайте ее вперед и назад до полного формирования шипа. Поднимите немного фрезу и повторите процесс, пока не получите шип нужного диаметра.
Приспособление для изготовления шипов на длинномерных заготовках

В большинстве случаев изготовление шипов происходит на фрезерном столе. Но бывают случаи, когда это не самый лучший вариант. Трудно сформировать шип на фрезерном или циркулярном столе, когда длина заготовки может составлять 1,5-3,0 м. Это потому, что для точного реза тяжело удержать в нужном положении длинную заготовку и все попытки, как правило, заканчиваются неудачей. Так что, когда вам нужно вырезать шип на длинномерной заготовке, вам поможет приспособление показанное на фото выше.
ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЯ
Это простой упор изготовленный из фанеры. Кондуктор собирается отдельно под каждую обрабатываемую деталь, чтобы сделать фрезерование шипа более точным.
Определение размеров приспособления. Есть моменты на которые нужно обратить внимание в изготовлении приспособления. Ключевой фактор - длина шипа, на этом приспособлении она определяется расстоянием между стоп-блоком и упором.

Упор. Измерьте расстояние от внешнего края фрезы к краю основания фрезера, затем добавьте длину шипа. Это и будет заплечик шипа.

ИСПОЛЬЗОВАНИЕ ПРИСПОСОБЛЕНИЯ
После того, как приспособление готово, изготовление шипа не вызывает сложностей. Закрепите приспособление в месте расположения шипа, как показано на фото ниже. Установите фрезер и прежде чем начать фрезерование проверьте размеры будущего шипа. Лучшие результаты дает спиральная фреза, она режет чистые плечики на шипу без сколов.
Соединение древесины шипом в гнездо – одно из важнейших столярных соединений. Его используют повсеместно: при изготовлении мебели, рам, масштабных каркасных конструкций. Данный тип шипового соединения имеет множество разновидностей. Одна из них – это шип-проушина.

Проушина – это открытое сверху сквозное гнездо, в которое вставляется паз. Преимущества такого соединения – прочность, универсальность и простота изготовления. Шип и проушину легко создать вручную, используя дисковую или ленточную пилу или же фрезер. Простота разметки уменьшает вероятность погрешностей при запиливании, что является гарантией точной и плотной подгонки. Для лучшего понимания особенностей этого полезного столярного соединения, рассмотрим технику его создания вручную.
Разметка и изготовление проушины

- Отметьте на торце границу врезки проушины.
- Установите рейсмус на треть толщины детали и сделайте разметку на торцах, по которой будет делаться выборка паза.

- Сделайте два пропила, аккуратно следуя по линиям разметки рейсмуса. Пилите без сильных нажимов и рывков. Начинайте работать под углом, постепенно выравнивая пилу в горизонтальное положение.

- Удалите отход и подрежьте паз стамеской.
Разметка и изготовление шипа

- Отложите длину шипа по размерам ответной детали и нанесите разметку.
- Рейсмусом, установленным на треть толщины детали, разметьте отходные части.

- Сделайте два пропила, аккуратно следуя по разметке. Срежьте излишек с обеих сторон вровень с линией заплечиков.

- Подравняйте заплечики и грани шипа широкой стамеской. Шип в проушину должен входить максимально легко, с прикладыванием минимальных усилий. Подгонка деталей должна быть предельно точной: шип не должен раздвигать проушину, равно как и люфтить, сидя в гнезде.
Столярные соединения в проушину фиксируют при помощи склейки. На время высыхания конструкцию зажимают струбцинами, внимательно проверяя стыки на предмет плотной подгонки. О принципах и вы можете почитать в наших предыдущих статьях.
Ручной фрезер - это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Творчество без границ
Фрезерное оборудование незаменимо при обработке древесины. С его помощью можно превратить деревянную заготовку в изящное декоративное изделие. Это оборудование чаще всего используют профессионалы, но и любители с опытом тоже смогут его освоить. Использование механизмов - задача не из лёгких , поэтому прежде чем приступить к работе с их применением, необходимо обеспечить себе комфорт и безопасность. Очень важна организация рабочего места. Домашний мастер должен помнить о том, что во время работы есть вероятность повреждения не только фрезы или механического устройства, но и здоровья.

Деревообработка - это не только работа за станком , но и подготовка рабочего места, планирование последовательности выполняемых работ. Прежде чем начать фрезерование, нужно подобрать подходящий тип фрезы для конкретной задачи, с учётом её формы и размера. Следует подобрать скорость работы машины и глубину резки и не забывать о том, что обрабатываемый материал необходимо надёжно прикрепить к столу.
В зависимости от конкретного типа фрезерного устройства правила их использования во многих аспектах разные. На сегодняшний день широко используются вертикально-фрезерные машины, в которых шпинделя расположены над рабочим столом. Они отлично зарекомендовали себя при такой операции, как фрезерование по дереву при обработке краёв полок и круглых столешниц, изготовлении паза, выполнении соединения деревянных деталей. При обработке круглых конструкций незаменимым дополнением является специальный циркуль с опорной пластиной, который обеспечивает точность обработки.
 Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Сколы появляются при выполнении фрезерных работ по дереву против направления волокон древесины. За один проход надо выполнять фрезерование на глубину до 8 мм, некоторые модели дают возможность настройки с точностью до 0,1 мм. Глубокие пазы и четверти нужно фрезеровать в несколько проходов.
Обработка деревянных деталей
 Первое чему нужно научиться - правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка - такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Первое чему нужно научиться - правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка - такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.

При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны - от себя.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Полезные самоделки своими руками
Для того чтобы сделать что-нибудь полезное, например, шкатулку необязательно иметь целый арсенал сложного оборудования и дорогостоящего инструмента. Можно обойтись минимумом инструментов и механизмов. Для выполнения столярных работ понадобятся:

В качестве материала использовать можно абсолютно всё - например, обрезки паркетной доски, куски фанеры и отходы плиты ДСП, но обязательно с прямым углом. Для упрощения работы нужно сделать простенький фрезерный стол. Для обработки заготовок понадобится прямая пазовая фреза большого диаметра. Процесс выглядит примерно так. На самодельном столе построгать торцы обрезков паркетной доски. Разметить боковины шкатулки и при помощи лобзика убрать всё лишнее.
Полученные заготовки необходимо обработать рейсмусом, чтобы выдержать размер всех боковин. При отсутствии рейсмуса можно воспользоваться фрезерным столом. Для этого установить упор по размеру заготовки и двигать деталь между упором и вращающейся фрезой по направлению к себе. Следующую операцию по калиброванию боковин по длине выполнить лобзиком.
 Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Ящик для инструментов
Для того чтобы изготовить ящик для инструментов, необходимо укрепить столярное соединение боковин, вставив дополнительные шипы. Операция называется нарезка шипов ручным фрезером. Выполнить её вручную очень сложно, поэтому нужно изготовить несложное приспособление - фрезерный стол. Принцип его изготовления простой:

Устройство для нарезки шипов в доске работает следующим образом. Разметить место фрезерования и, прижав доску к упорной планке, выполнять движение кареткой, направляя её на режущий инструмент. Полученное шиповое соединение деталей будет прочным и надёжным.
Как изготовить филёнку
 Одна из наиболее часто выполняемых столярных операций - это изготовление филёнки. Оно выполняется специальной фрезой. Для качественного выполнения работы необходимо к столешнице фрезерного устройства изготовить простое приспособление. Для этого понадобится толстослойная фанера размером 500 х 300 х10 миллиметров. Для выхода фрезы вырезается отверстие диаметром 100 миллиметров. К столу струбцинами крепится параллельный упор. Фреза выставляется с учётом расстояния от поверхности стола до острой кромки режущего инструмента в один миллиметр. Обрабатываются последовательно все стороны заготовки. Толщина филёнки регулируется подъёмом фрезы.
Одна из наиболее часто выполняемых столярных операций - это изготовление филёнки. Оно выполняется специальной фрезой. Для качественного выполнения работы необходимо к столешнице фрезерного устройства изготовить простое приспособление. Для этого понадобится толстослойная фанера размером 500 х 300 х10 миллиметров. Для выхода фрезы вырезается отверстие диаметром 100 миллиметров. К столу струбцинами крепится параллельный упор. Фреза выставляется с учётом расстояния от поверхности стола до острой кромки режущего инструмента в один миллиметр. Обрабатываются последовательно все стороны заготовки. Толщина филёнки регулируется подъёмом фрезы.
Используя ручной фрезер, очень просто создать мебельный фасад на дверках. Для этого потребуются фигурная торцевая фреза, копировальная втулка и шаблон из фанеры. Технологический процесс очень простой:
- прикрепить шаблон к заготовке, применяя тонкие гвоздики;
- установить и зафиксировать глубину погружения фрезы в древесину;
- установить копировальную втулку на фрезерный механизм;
- фрезерную машинку, прижимая к шаблону, вести по его контуру.
В результате получается аккуратный рисунок мебельного фасада.
Дёшево и сердито
 Резьба по дереву - это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Резьба по дереву - это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Для работы подойдёт фрезерная машинка любой мощности. Желательно, чтобы она была лёгкая и удобная, тогда проще будет копировать рисунок. Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное - подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг - углубление фона, для этого применяется фреза-флажок большого диаметра.
Опасные факторы
 Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Если в процессе фрезерования выделяется сильная пыль, нужно иметь защитные очки. Максимальную безопасность в этой ситуации предоставляют специальные струбцины и тиски, эффективно удерживающие заготовку, предотвращая её выброс. Нельзя руками удерживать заготовку в зоне вращения фрезы или непосредственно касаться вращающегося инструмента. Необходимо применять специальные прижимные приспособления для продвижения детали во время фрезерования.